 企业介绍
企业介绍  企业文化
企业文化  发展历程
发展历程  企业荣誉
企业荣誉  企业图片
企业图片  联系我们
联系我们  在线留言
在线留言 
加工产品时槽宽的余量太多,这时候如何运用G75指令进行循环切削呢?一篇文章带你搞懂G75!
* 该指令与发那科系统兼容
宝宇系统需要升级到V9.61以上版本(按功能→按4帮助,查看版本号)
当你购买了宝宇数控的机床,打开说明书。可以看到以下有关G75的章节描述:
4.1.22 径向切槽多重循环 G75
格式:
G75 R(e)
G75 X(U)_ Z(W)__ P(△i) Q(△k) R(△d) F(f)
说明:
R(e):每次径向(X轴)进给后的退刀量,为半径值,无符号;
X(U):切削终点X轴坐标(U为相对坐标);
Z(W):切削终点Z轴坐标(W为相对坐标);
P(△i):X轴进刀时,X轴断续进刀的移动量,为半径量,无符号,单位为mm;
Q(△k):Z轴方向的移动量,无符号,单位为mm,在进行X轴钻孔循环时,不需要输入该数值;
R(△d):切削至径向切削终点后,轴向(Z轴)的退刀量;
F:进给速度。
例:
G0 X30 Z0
G75 R0.3
G75 X6 W-20 P4 Q3 R0.1 F200
表示X轴每次进刀4mm,退刀0.3mm,进给到X方向终点(X6)后,Z轴方向退0.1mm,快速返回到起点X30,再Z轴向负方向进刀3mm,循环直到Z轴方向到达终点为止。

左右滑动查看更多
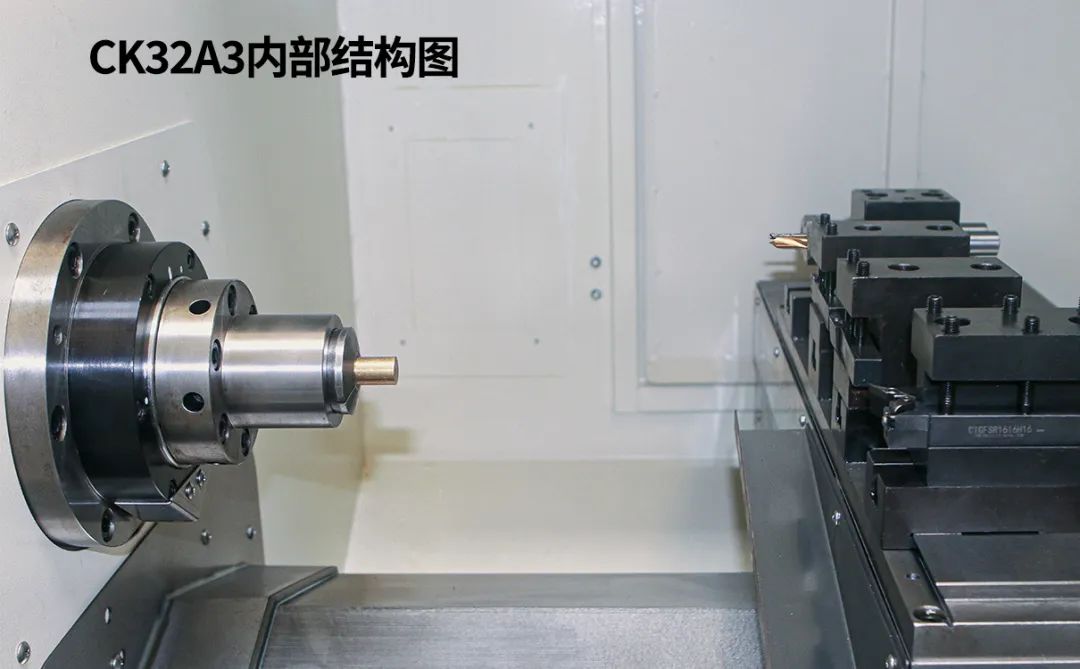
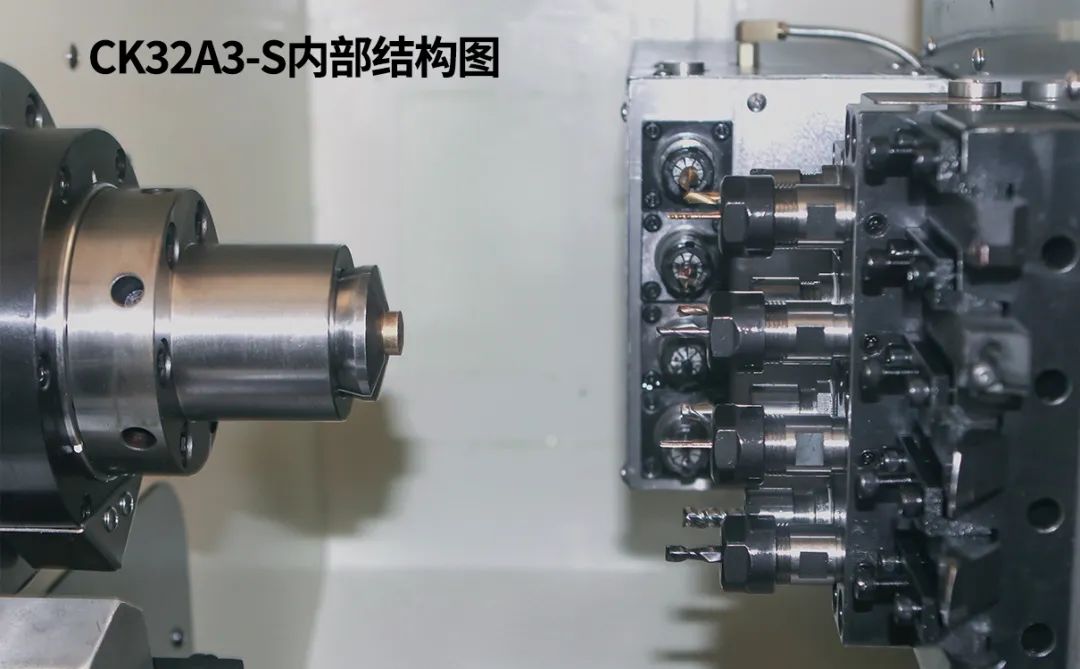
以CK32A3车铣复合为例,编写下图的程序:
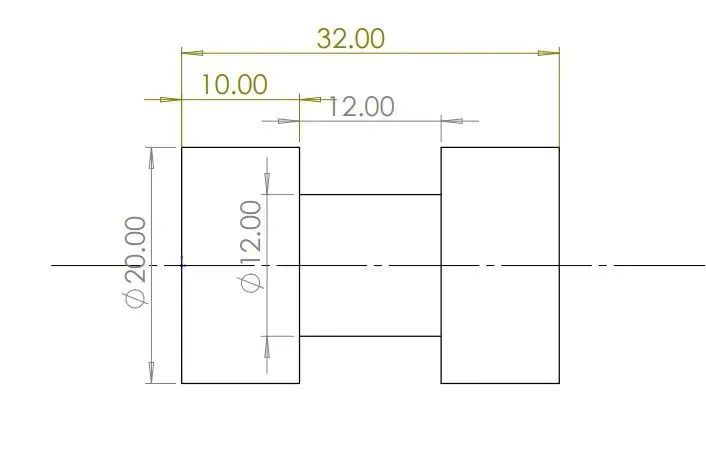
使用3mm槽刀
M03 S2000 M08
T01
G0 Y0.0
G0 X-22.0
G0 Z-13.0
G75 R0.3
G75 X-12.0 Z-22.0 P1.0 Q2.8 F200
G0 Z50.0
M5 M8
动图演示
当我们使用切断时候编程如下:
使用2mm槽刀
M03 S2000 M08
T01
G0 Y0.0
G0 X-22.0
G0 Z-34.0
G75 R0.3
G75 X0 P1.0 F100
G0 Z50.0
M5 M8
当我们钻孔时候使用方法和上面切断一样,Z向定位到钻孔中心即可。
切断动图演示
以上就是G75径向切槽多重循环的运用啦!有更多想要了解的干货知识欢迎大家评论区留言互动。

 13665782988
13665782988 

 点击咨询
点击咨询 